鑄件探傷
鑄件的生產過程較為復雜,要保證鑄件的質量���,必須掌握冶煉����、造型、澆注�、出模、熱處理等一系列工藝環(huán)節(jié)�。然而,在鑄件中很難避免出現一些如裂紋�����、氣泡、夾雜����、疏松、縮孔等缺陷�����。近年來�,鑄件品種不斷增加,質量要求更高了��,為此用超聲波探傷儀對鑄件探測是很必要的���。
一.鑄件探傷的特點 1.鑄件內部一般晶粒較粗�,組織不均勻且不致密���,與鍛件相比�����,鑄件衰減大����,穿透性能差。
2.在不均勻的粗大結構的界面上會產生漫反射���,在熒光屏上會出現雜亂的晶界反射波���。特別在用高頻率探傷時���,尤為顯著����,妨礙對缺陷的判別�����。
3.一般鑄件自然表面的光潔度差��,不易獲得良好的聲耦合��。
4.由于上述原因���,造成鑄件的探測靈敏度降低�,只能發(fā)現面積較大的缺陷。
5.鑄件中的缺陷��,多數呈有一定體積�����,常有多種形狀和性質的缺陷混在一起���,形狀復雜�、無明顯方向�����,但出現部位有一定規(guī)律��。
二.鑄件探傷的方法 在鑄件中��,鑄鋼(除奧氏體鑄鋼外)的穿透性較鑄鐵件好�����,探測頻率可用2~6兆赫�����。而鑄鐵、鑄銅等穿透性較差���,探測頻率可用0.5~2兆赫���。粗糙的鑄鋼件。其表面光潔度差��,使入射的聲能減小�,若用普通的機油做耦合劑,幾乎不嫩探測�,一般需用水浸法或黏度大的耦合劑或敷設塑料薄膜等方法探測�。為提高發(fā)現缺陷的能力,鑄件一般需經粗加工���,使光潔度符合探傷要求�����。
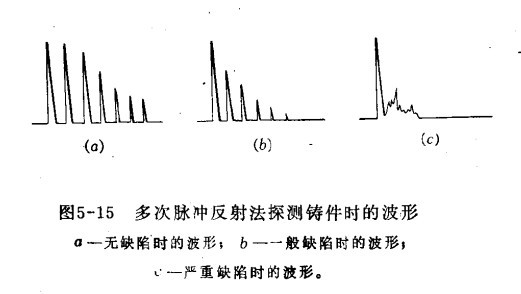
探傷鑄件的方法���,通常采用多次脈沖反射法,有時也用一次脈沖反射法來確定缺陷位置。多次脈沖發(fā)射法是利用聲波在缺陷界面的反射和缺陷對聲波衰減的原理進行探測的���。對于較厚且形狀簡單的工件�,用此方法探測是比較適宜的��。當工件內部無缺陷時��,則出現鑄件底部的多次反射波��,其波幅鑄件減小����,并呈指數曲線衰減,如下圖a所示���,當工件內部存在疏松等缺陷時��,會造成聲波散射��,使聲能衰減���,則底波反射次數減少,如下圖b所示��,當工件內部存在嚴重的缺陷,則底波消失或只有雜波��,如下圖c所示����。由工件底波的衰減狀態(tài),即可判斷有無缺陷和嚴重程度�。
若用一次脈沖反射法探測時,則由缺陷波的狀態(tài)來判斷鑄件質量����。在正常情況下,有底波反射��,若工件內部有缺陷時��,其波形大致有三種:一種是只有缺陷波或雜波而無底波���,此屬嚴重縮孔和疏松缺陷。**種是有缺陷波而底波顯著降低��,此屬一般縮孔或疏松�。第三種是缺陷波與底波同時存在,底波無明顯降低����,此屬單個缺陷��。