角焊��、點焊探傷
角焊縫主要有T型焊縫���、搭接焊縫及接管焊縫等形式����。
一、T型焊縫探傷 T型焊縫探傷有兩種形式:其一為面板與腹板鏈接處的中間部分不需要焊透����,只在兩角處焊接。其二為面板與腹板連接處全部焊透�����,這兩種焊縫分別可用直探頭及斜探頭探傷。
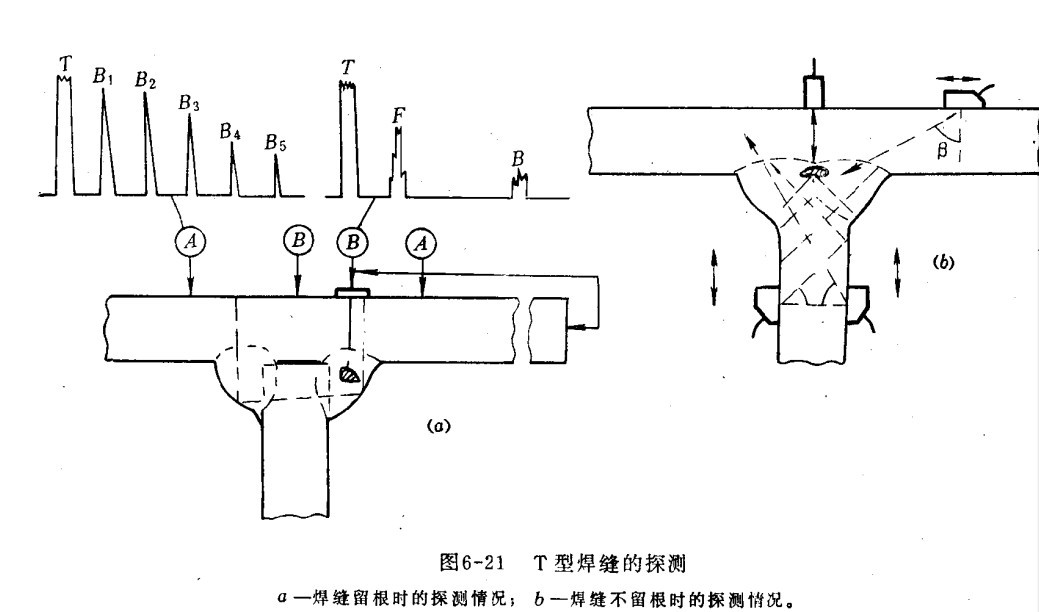
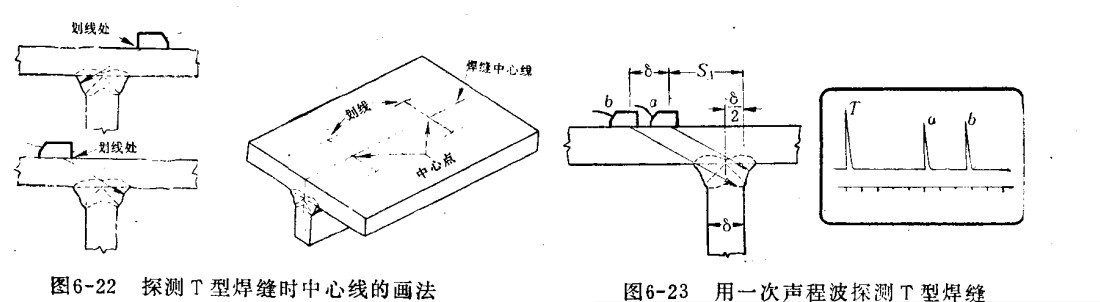
實際探測中���,只要條件(探測面)允許�����,一般都以面板為探測面���,用橫波探測。探測時�,首先在面板上定出焊縫中心線的位置。中心線的定位方法是先將探頭在焊縫一側移動����,得到從焊角反射一次聲程波位置,然后探頭在焊縫另一側移動�����,也得到從焊角反射的一次聲程波位置(兩側的反射波在熒光屏上的位置相同)�,兩探頭距離的中心點,即為探頭的中點����,由二個中心點����,即可畫出焊縫的中心線���。
探傷時����,斜探頭從一次聲程的a位置到b位置�����,移動的距離等于腹板厚度��,在熒光屏上出現(xiàn)a波及b波����。探傷儀探頭在焊縫中心線兩側分別從a移動到b時�����,若在a波與b波之間出現(xiàn)發(fā)射波��,則一般為缺陷波�。用斜探頭沿中心線移動(聲束方向與中心線平行)�����,可探測橫向缺陷�����。
當探頭沿中心線方向移動探測橫向缺陷時����,一般不應有反射波�,如有反射波則基本上是缺陷波,但當腹板較薄或探頭移動有偏轉時��,也會出現(xiàn)焊縫增強量反射波�����,應注意區(qū)別��。
